欢迎来到郑州科创电子有限公司官方网站!
咨询热线 4001181633 18037166454

 |









调质生产线可适应直径10至直径85钢棒的在线热处理调质,以及可兼顾各类管材产品的调质线。可实现产品直径65以下全部淬透,表面硬度≥ 55 HRC,硬度值之差≤ 4 HRC。心部硬度≥ 50 HRC,在1/2半径区域内测定的硬度值之差≤ 30 HV,表面脱碳层单边深度≤0.5mm。弯曲度要求≤2mm/m的技术要求。
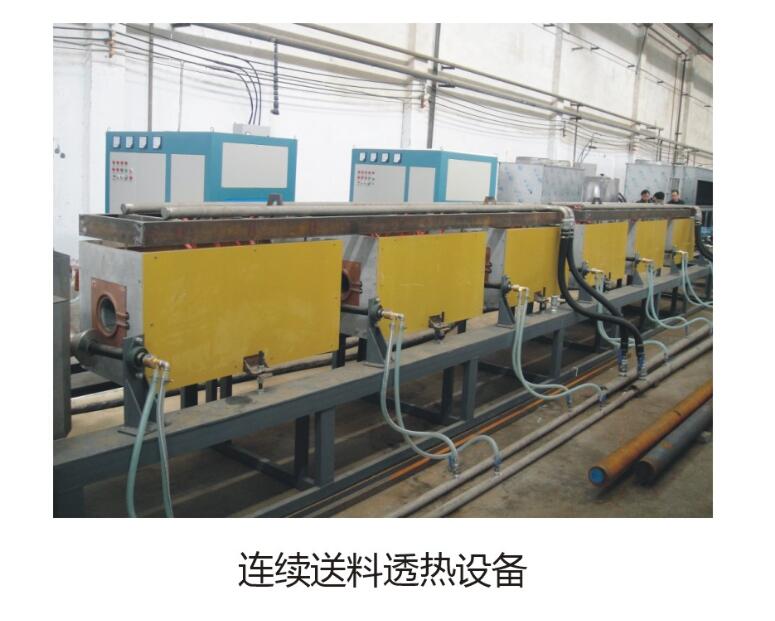
本生产线主要用于棒料产品的在线热处理调质工艺,可实现不同规格产品的连续高效调质生产。具有自动化程度高,产量高,智能高效等特点。
|
| |
科创电子
调质生产线可适应直径10至直径85钢棒的在线热处理调质,以及可兼顾各类管材产品的调质线。可实现产品直径65以下全部淬透,表面硬度≥ 55 HRC,硬度值之差≤ 4 HRC。心部硬度≥ 50 HRC,在1/2半径区域内测定的硬度值之差≤ 30 HV,表面脱碳层单边深度≤0.5mm。弯曲度要求≤2mm/m的技术要求。
本生产线主要用于棒料产品的在线热处理调质工艺,可实现不同规格产品的连续高效调质生产。具有自动化程度高,产量高,智能高效等特点。
棒料整齐码放于储料架上→(按系统编辑程序运行)棒料逐根下落于送料机构,由托辊送料→棒料进入淬火加热感应器(大料生产线托辊特殊设计棒料采用螺旋进料方式受热均匀)→电源加热启动对工件进行升温加热,然后进入淬火加热均温感应器对工件进行均温保温,工件由保温感应器进入喷液冷却装置对工件进行冷却,冷却后的工件进入过渡区,通过工件过渡区进入后进入出料架,当整根工件完全走出过渡区后,出料架末端的传感器发出翻料信号,由翻料机构将工件依次阶梯翻入捆料架以方便对工件进行捆绑包装。整套工艺及工序流程由总控制中心整体完成。
1、本调质生产线具有多台感应加热电源依次控制加热,使加热温度更加均匀。
2、具有长时间无料检测功能逐次停机功能,可以大大减少设备空载运行时间,节省电能。
3、多台感应加热设备来料时逐次软启动加热功能,可避免设备空载大功率启动,减少对电网的冲击,节省电能。
4、本次生产线采用变频器控制生产线运行速度。工件输送由一套三级独立调度辊道完成。一级辊道快速运行作用是让每根圆钢在进入感应器加热区时,能够首尾相接,从而保证圆钢头部和尾部的加热温度均匀一致。二级辊道为正常加热速度。可实现料料追踪功能,可避免大棒料在加热生产线上的首尾温差问题。可避免管材由于喷水造成的淬火液回流问题。
5、生产线下料区拖辊下方配备有304不锈钢导水槽,更进一步避免由于生产管材时管内有淬火水流出的问题。大棒料感应器端口采用304不锈钢防护板,避免加热大棒料时由于棒料热量造成感应器表面掉耐火水泥。
6、大棒料上下料机构均采用旋转托辊举升结构,避免由于大棒料自重较大,造成直立式顶料负载过重。
7、生产线感应加热设备采用数字化智能感应加热设备,同时生产线具有配方管理系统,可对多种规格产品的加热功率,速度进行配方化管理,避免生产过程中由于传统模拟电源的功率不稳定性,造成设备工艺不稳定性。
8、数字化感应加热设备适应不同加热线圈的参数匹配,比如钢棒搬运速度、设定感应加热设备功率、设备的输出信息显示等功能,可以预先将这些参数存储下来,不同的工件存储不同的生产参数。当生产对应工件时,通过触摸屏操作,将对应工艺参数调出来,将相关参数传输给DSP感应加热电源即可执行,操作简便,便于管理。
9、热处理的整个过程包括:上料、进料、输送、淬火加热、淬火温度检测、淬火喷淋冷却检测下料等,采用远红外测温仪,测温精度:测量值的±0.3%±5℃。
10、喷淋装置由多组环形冷却圈构成,每组可单独控制流量,便于用户调整淬火工艺。冷却圈内壁上开有数个喷水孔,喷水孔是以棋格式分布,喷射方向指向轴心,为防止喷淋圈两端的淬火液向外飞溅,两端的喷射孔在制造时与中心线向内成一定的角度。
11、喷淋圈采用不锈钢304材料制成。沿轴向设有多个进液口,采用快换接头与淬火液管路连接,每组喷淋圈具有独立的不锈钢球阀控制,可单独调节喷淋流量。总管道上安装有流量计以及温度计,并且淬火液流量以及温度可在机床控制柜液晶屏上进行显示以及流量超限,温度超限保护。
12、加热、均温感应器采用整体浇铸。