欢迎来到郑州科创电子有限公司官方网站!
咨询热线 4001181633 18037166454

 |
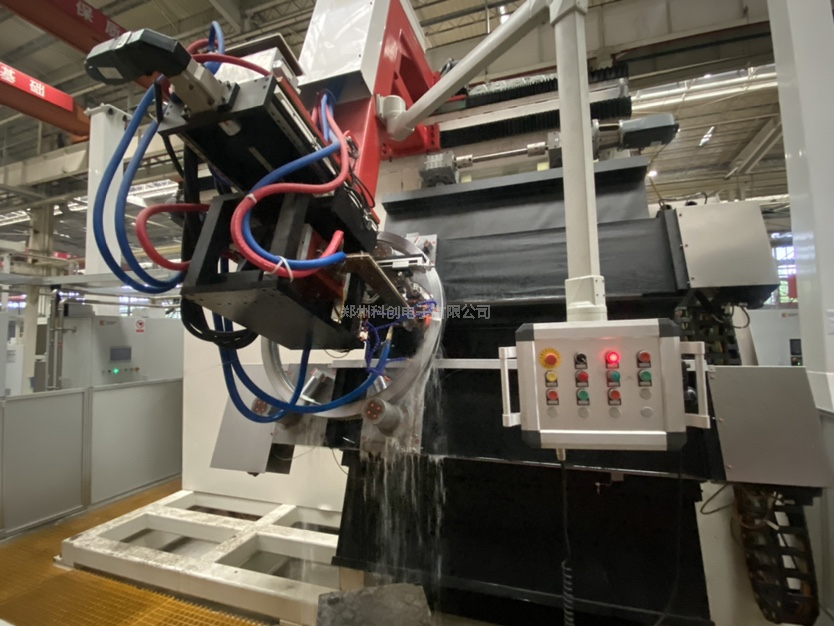





斜立式淬火机床,主要用于小直径回转支撑,内沟道,外沟通道扫描淬火工艺,具有淬火效率高,可安装一个淬火加热负载,也可同时两个淬火加热负载等特点,广泛应用于工程机械,风电行业的回转支撑,齿圈等产品热处理应用。
该机床采用西门子840Dsl系统,拥有一个十字滑台,承载淬火负载工位,淬火机床采用斜立式,与水平面的夹角为 70 度,钢架焊接结构。采用双横梁结构、四点定位方式支承,各由两个滚轮采用托式和挂式两种支撑工件工作方式。机床具有四个相同的滚轮,通过调整右滚轮可根据齿圈滚道直径大小左右调整,调整上下横梁以相同的速度同时反方向移动,以适应不同直径的齿圈滚道淬火需要。
|
| |
数控机床
科创电子
机床结构特点:
1、斜立式机床结构形式要求:1.6米斜挂式机床结构感应加热加热采用单头加热,负载平台为2维跟踪。
2、2米以及4米斜挂式机床结构感应加热加热采用双头加热十字滑台承载两台加热负载、一套二维跟踪、淬火喷液系统,以主加热负载为基准,预热负载、跟踪系统在前后、左右二维方向都可进行手动微调;加装手动操作台,距离负载 1 米处,具备功率加、减,喷液切除、接入,加热切除、接入,位移手轮等操作,便于操作人员调整产品型号。调整后,系统自动记录,后续量产不再需要额外调整。
3、淬火机床具备两种工作方式:
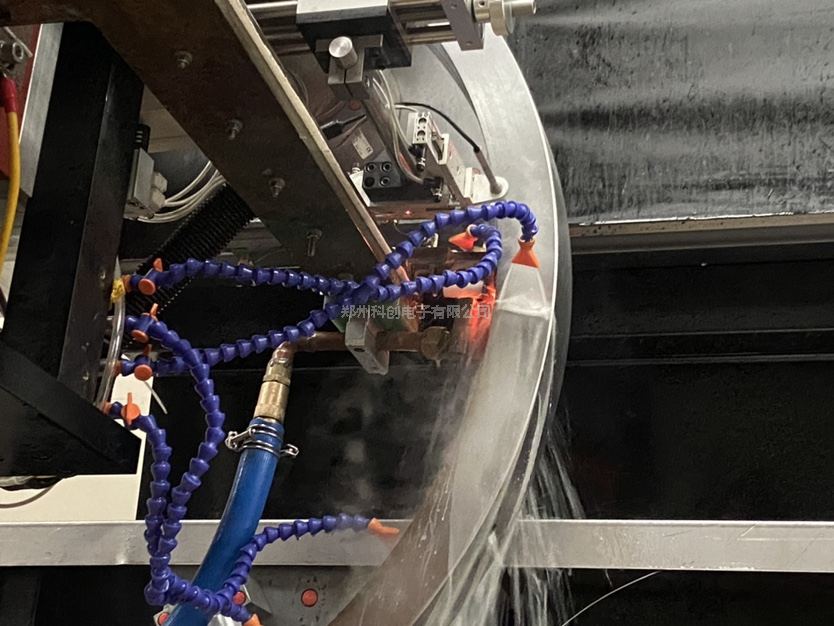
挂式:上横梁的滚轮作为主动轮,由伺服电机驱动滚轮旋转,由滚轮带动回转支承旋转,对工件滚道进行连续淬火,感应器通过浮动机构由 CNC 及伺服电机控制十字滑台径向和轴向自动跟踪。
托式:左滚轮位置固定,横梁上的滚轮由伺服电机驱动;工作时滚轮带动工件旋转,工件连续淬火,感应器通过浮动机构由 CNC 及伺服电机控制十字滑台径向和轴向自动跟踪。
4、淬火机床上、下两横梁可通过电机带动丝杆上升下降,以适应不同直径的工件淬火。导滚两侧和横梁上设有标尺,提高调节效率和准确度,四个滚轮位置按照工件直径确定,滚轮表面做花纹并热处理。
机床及工件保护:
1、机床保护:
控制系统中设计有多个机床动作的保护装置(或程序)和其它方面的保护,确保运行的安全性,防止机床动作失灵或误操作带来的损失。
2、淬火过程中工件不旋转保护:
在机床上滚轮的拖板上安装有滚轮,工件转动会带动滚轮旋转,滚轮带动编码器转动,输出脉冲到控制系统,在系统中可以设定保护速度,低于设定值,系统报警并停止加热,避免电源加热过程中工件异常停止转动,导致工件烧坏。
3、感应器碰工件保护:
设备配有专用电路板检测感应器与工件的接触电流,超过设定值迅速断开电源。在淬火跟踪过程中,如果出现异常感应器会碰到工件,加热不能迅速停止,会造出工件滚道局部烧熔。
4、电源具有电源、电流监控功能,淬火过程中电压、电流异常,超出设定范围自动停止加热,并发信号给淬火机床控制系统,停止淬火。