欢迎来到郑州科创电子有限公司官方网站!
咨询热线 4001181633 18037166454

 |
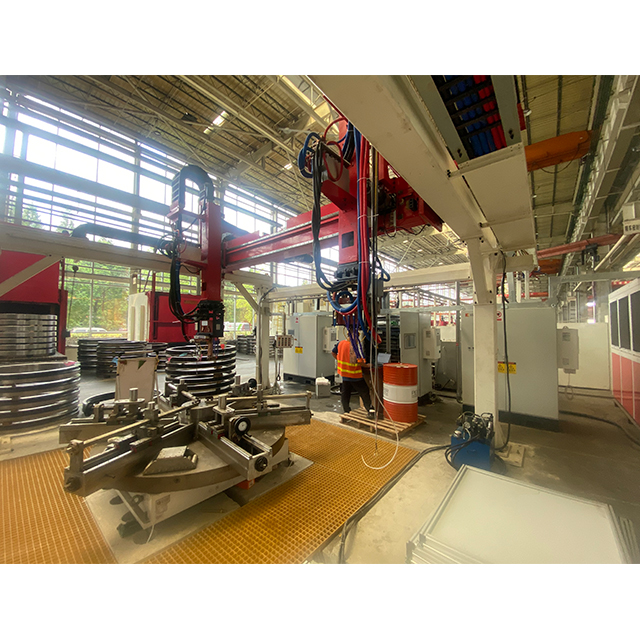
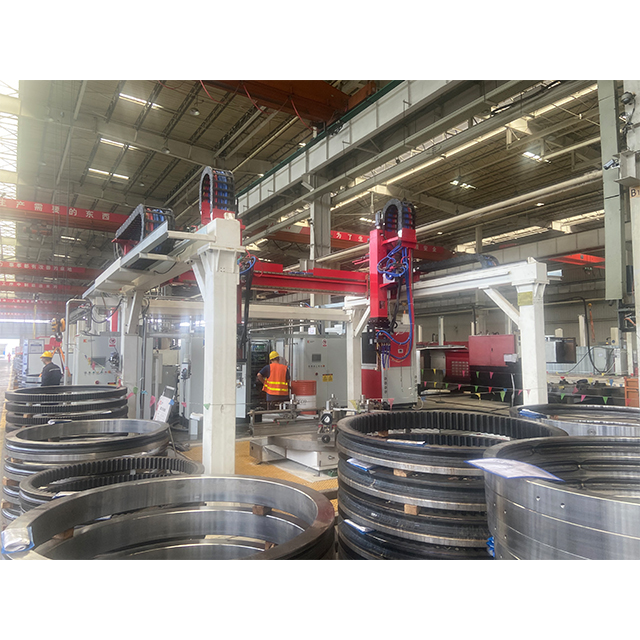

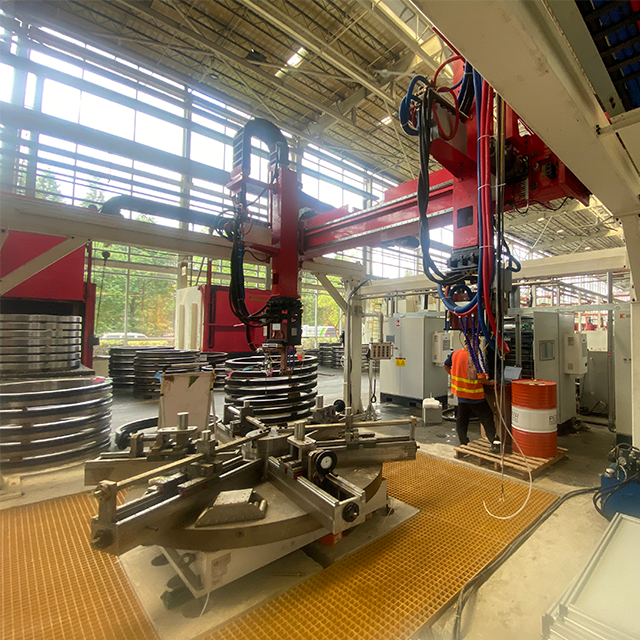





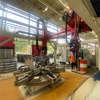

龙门式双工位数控淬火机床具有手动操作及全自动操作功能,适用于单件及批量零件生产,具有连续淬火、分段同时淬火等功能,主要用于大型回转支承,滚道,沟道,齿面等环形零件的扫描淬火,同时可适用于轮类、环类及平面类零件的感应淬火。广泛应用于风电类,汽车、工程机械、机床行业的感应热处理领域。结构合理、功能齐全、安装调试方便。具备两个感应加热输出头可同时、分时工作,加快工作效率,设备工位布局方便、紧凑,方便连接其他生产线实现联动全自动。
|
| |
数控机床
科创电子
性能特点
龙门式双工位数控淬火机床具有手动操作及全自动操作功能,适用于单件及批量零件生产,具有连续淬火、分段同时淬火等功能,主要用于大型回转支承,滚道,沟道,齿面等环形零件的扫描淬火,同时可适用于轮类、环类及平面类零件的感应淬火。广泛应用于风电类,汽车、工程机械、机床行业的感应热处理领域。结构合理、功能齐全、安装调试方便。具备两个感应加热输出头可同时、分时工作,加快工作效率,设备工位布局方便、紧凑,方便连接其他生产线实现联动全自动。
结构特点
机床结构采用龙门式高架横梁+回转工作台方式,横梁承载电源负载,可呈180°角同时对工件进行齿面淬火;也可对层深要求≤5mm 的双滚道工件进行上、下双滚道同时淬火;同时可将负载置于一侧,前后预热、加热,加工层深要求在 5~10mm 的工件。
工件采用平放,通过 840DSL 系统,由浮动滑台及辅助的跟踪系统实现感应器与淬火面的两维跟踪,辅以必要的伺服系统,实现连续扫描淬火。
采用西门子系统可以控制和设定软带宽度,实现间隙准确控制,偏差≤0.1mm。整套设备包含两套横梁或工作悬臂,两套加热负载,两套二维跟踪,两套淬火喷液系统。
设置手动操作界面,软线连接,可延伸至距离负载 1 米处,具备功率加、减,喷液切除、接入,加热切除、接入,位移手轮、软带切调等操作,便于操作人员调整产品型号。调整后,系统自动记录,后续量产不再调整。
反馈线自适应:更换负载输出线或挪动负载时,不用考虑负载输出线与反馈线的对应关系,电源内部会自动判断反馈线的极性,做出相应的处理,这样解决了因接错反馈线而引起的不必要的麻烦。
故障自诊断:当操作工误操作或特殊工况出现报警时,触摸屏会显示出故障内容,点击对应故障的帮助可以查询对应故障的解决方法。可使90%以上常见故障由操作人员迅速处理,提高生产效率,降低对操作人员技术水平的依赖。
强大的通讯功能及舒适的人机界面:预留RS485/232接口,可与外部控制器(工业计算机、工控触摸屏、笔记本电脑等)或中控室交换数据。