欢迎来到郑州科创电子有限公司官方网站!
咨询热线 4001181633 18037166454

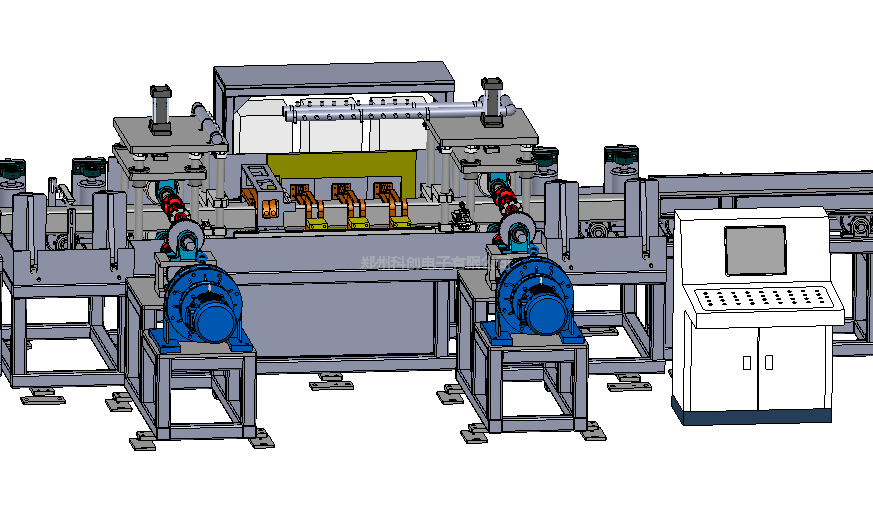 |





扁钢的电磁感应加热淬火设备主要由1级预热线圈、2级加热线圈和水冷区组成。热轧态球扁钢以一定的速度不间断的连续运动,首先通过1级预热线圈进行预热,随后进入2级加热线圈进行加热,加热线圈的功率较大,随后进入加热区进行保温,保温后进入水冷区淬火。广泛应用于球扁钢整体淬火,扁钢在线淬火等应用领域,具有效率高,温差小,工艺稳定等特点。
|
| |
X系列成套设备
科创电子
8514400090
扁钢的电磁感应加热淬火设备主要由1级预热线圈、2级加热线圈和水冷区组成。热轧态球扁钢以一定的速度不间断的连续运动,首先通过1级预热线圈进行预热,随后进入2级加热线圈进行加热,加热线圈的功率较大,随后进入加热区进行保温,保温后进入水冷区淬火。
扁钢感应淬火生产线组成
1、本套生产线由上料区、淬火区和下料区组成。上、下料区由托架及输送组成:托架为优质碳素结构钢焊接制成,经时效退火防腐处理,托辊采用无缝钢管加工轴承压入滚筒内,表面镀锌防腐处理。辊道要求底座加强,防锈蚀处理,提高辊道稳定性。
2、加热淬火区前后配两组上下压辊,为淬火料的驱动力也为与感应器上下定位,上压辊上下可弹性调节适应不同规格的工件,生产线上下压辊速度要求与感应加热设备DSP之间进行连调连控。启动停止,采用集中工作台操作控制,从而避免压辊线速度大范围快速波动。输送采用异步减速电机驱动速度控制由变频器进行线速度同步控制压辊进入淬火加热感应器。工件移动速度通过集中控制中心与前后级控制系统连调连控。淬火进给速度以及淬火电源功率与线速度进行配方式闭环匹配,使之零件淬火温度,速度可控。
3、工件淬火加热后快速通过淬火冷却装置,均匀冷却进行淬火,通过调节淬火液流量提高淬火效率和淬火质量。
4、淬火冷却装置采用水泵自循环冷却,循环冷却闭式冷却塔冷却方式。并可实现,冷却液循环补充。冷却液补充用户自配。
5、生产线淬火加热区全部采用罩框防护,机架上方设计有不锈钢集水槽,淬火液可集中回流到水槽内。
6、加热和喷液部位,防护门采用带钢化玻璃观察窗的结构,便于操作和防护。防护门考虑防护和密封,避免淬火液流入地面。
扁钢的电磁感应加热淬火设备主要由1级预热线圈、2级加热线圈和水冷区组成。热轧态球扁钢以一定的速度不间断的连续运动,首先通过1级预热线圈进行预热,随后进入2级加热线圈进行加热,加热线圈的功率较大,随后进入加热区进行保温,保温后进入水冷区淬火。