欢迎来到郑州科创电子有限公司官方网站!
咨询热线 4001181633 18037166454

 |



不锈钢管感应固溶生产线,采用与前级生产线串联运行的设计方式。感应加热固溶集中控制系统与前后级生产线进行联调联控。
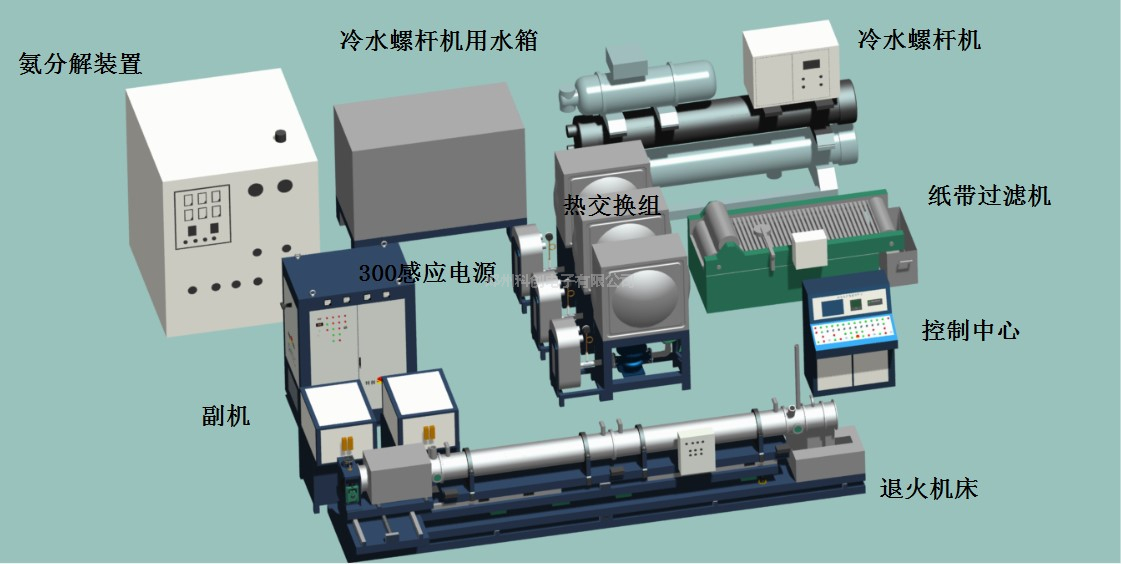
不锈钢固溶生产线主要来料输送装置、机械输送旋转装置、感应电源、集中冷却器、下料装置、工业水循环冷却系统、中央控制柜等部分组成。
|
| |
科创电子
不锈钢典型的热处理工艺是固溶处理。在升温过程中使碳化物溶入奥氏体,加热到1050~1150℃,适当保温一段短时间,使碳化物全部溶解于奥氏体,然后迅速冷却到350℃以下,得到过饱和固溶体即均匀的单向奥氏体组织。
不锈钢 光亮退火,是在H2保护气氛下对带钢进行热处理。严格地控制炉内保护气氛,尽量避免氧化。
不锈钢管感应固溶生产线,采用与前级生产线串联运行的设计方式。感应加热固溶集中控制系统与前后级生产线进行联调联控。
不锈钢固溶生产线主要来料输送装置、机械输送旋转装置、感应电源、集中冷却器、下料装置、工业水循环冷却系统、中央控制柜等部分组成。
1、 采用 PLC 作为控制核心,控制稳定性好,自动化程度高,可实现一键操作完成。
2、 生产线相关操作功能包括:生产线行走速度、设备加热启停、设备功率设定等功能, 全部集中在控制台上,操作方便,通俗易懂。
3、 适应不同参数匹配,比如行走速度、设备设定输出功率、设备的输出电流等不同,可以预先将这些参数存储下来,不同的工件存储不同的生产参数。当生产对应工件时, 只需通过触摸屏操作,将对应工艺参数调出来就可以执行,操作简便,便于管理,不同规格管材与感应器坐标对正采用 PLC 控制伺服电机坐标位置。
4、 控制台上设有一个中文界面触摸屏,相关工艺参数包括:加热功率、频率、电压、电流、生产速度等参数,在显示屏上实时显示。
5、 操作者通过触摸屏即可修改相关工艺参数,操作便利、直观。
6、 所有工艺参数均可以在触摸屏链接的储存硬件中,存储一段时间,可以供工艺技术人员调出,查看工艺执行情况。
7、 当工艺参数实际执行中超出设定值可实现声光报警,提醒操作人员控制参数。